




Products

Combined X-ray and Optical Sorting Machine
INQUIRYBulk Product Sorting Equipment and New Generation All-in-One Hybrid Systems
In the food industry and manufacturing, product quality control and foreign object separation are critical stages. To ensure end-product purity and protect production lines, companies usually choose between two core technologies: optical sorters and industrial X-ray machines.
However, nowadays there is a growing demand for combined sorting machines that merge the power of both technologies into a single housing.
How Do Standard Optical Sorters Work?
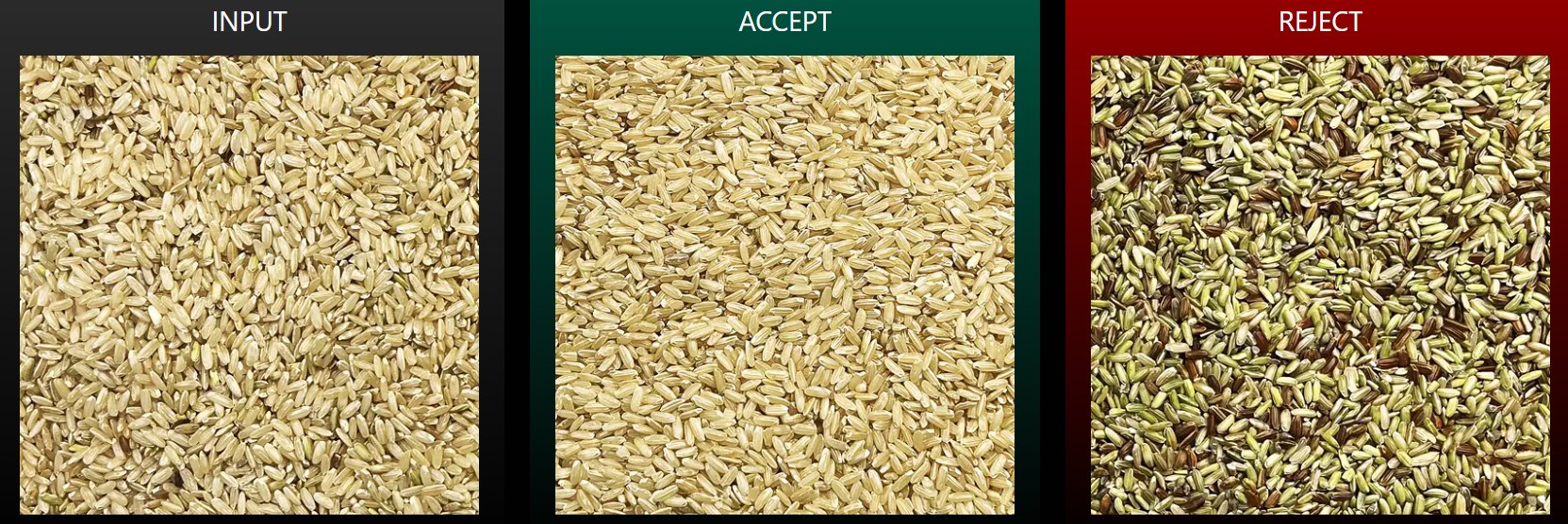
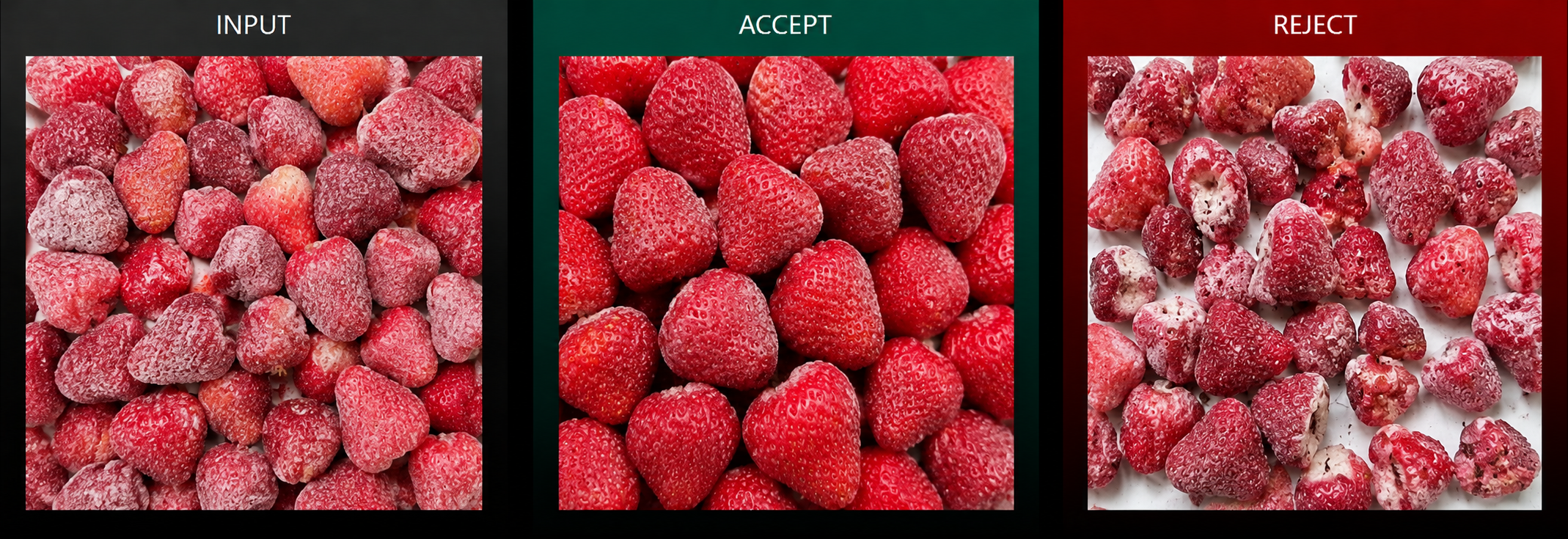
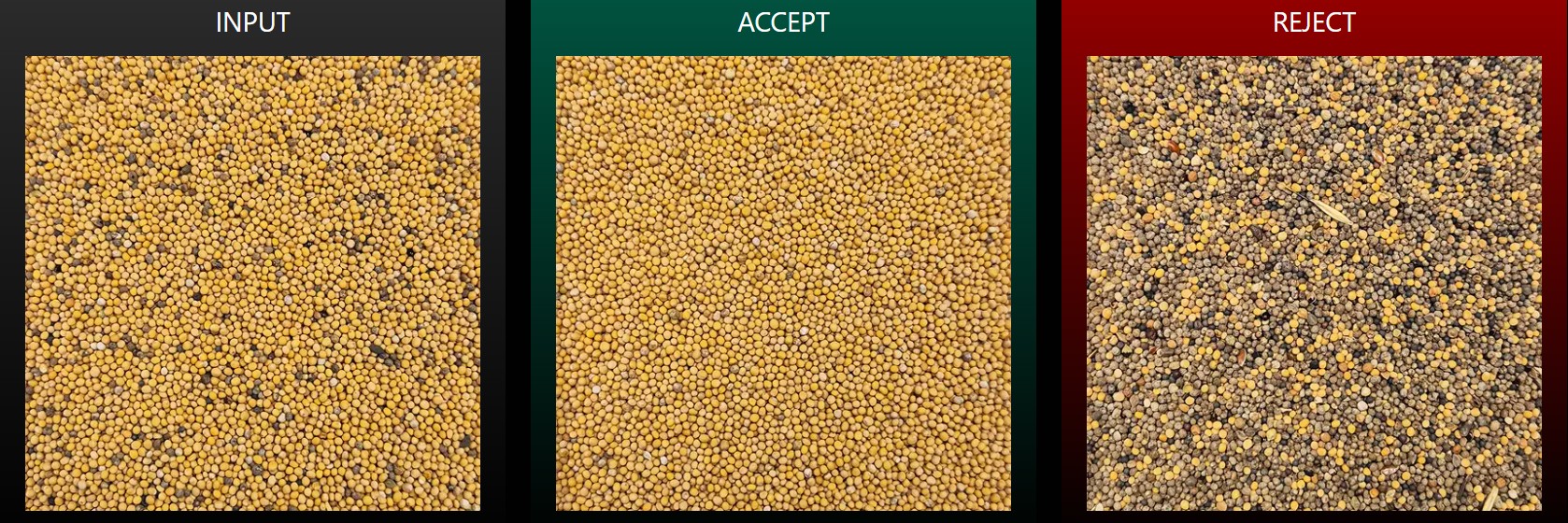
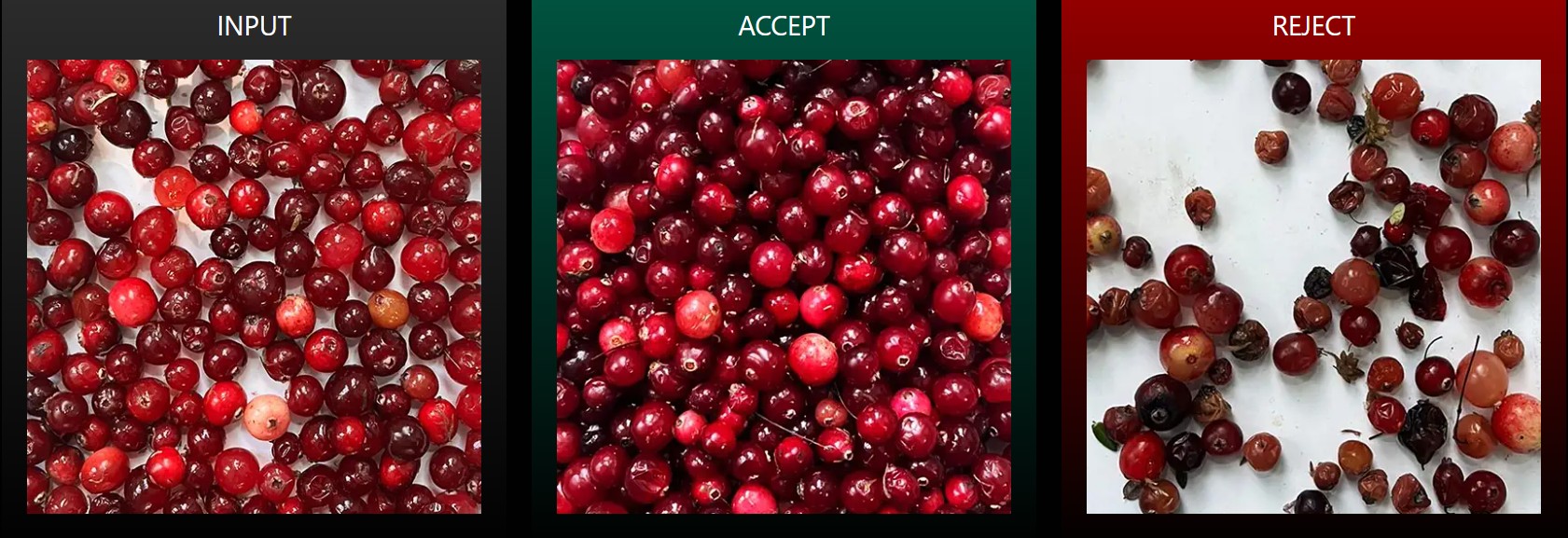
An optical sorter (often referred to as a digital sorter or color sorter) analyzes the external features of a product. Bulk materials (such as nuts, seeds, grains, berries, or frozen vegetables) move at high speed past high-resolution color cameras.
- The system evaluates the color, shape, and surface structure of the objects.
- As soon as a damaged product, color mismatch, or external impurity is detected, air ejectors (air nozzles) blow the defect out of the main flow with a precise pulse.
- Disadvantage: such visual inspection systems cannot identify internal defects and foreign objects that perfectly match the color of the product itself.

Why Is an Industrial X-Ray Detector Needed in Production?
A food X-ray detector works on a different principle – it looks through the product and analyzes material density. As the material passes through the X-ray beams, the system measures radiation transmittance.
- The X-ray inspection system instantly detects dense foreign objects: glass shards, stones, metal particles, and dense plastics.
- X-ray also helps determine internal product defects, such as core mold or voids.
- Disadvantage: traditional X-ray often fails to notice low-density materials – tree leaves, paper strips, thin packaging films, or insects, as their density is too similar to the food product.
Compact All-in-One Hybrid Machines: X-Ray and Optical Sorter in a Single Body
A modern and more cost-effective solution is the combined All-in-One quality control machine. In this hybrid system, both an X-ray module and high-resolution RGB color cameras are integrated on a single conveyor, operating synchronously and utilizing a single shared Artificial Intelligence (AI) algorithm.
Key Advantages of Integrated Hybrid Systems:
- Comprehensive quality control in a single pass: By combining X-ray beams with multispectral and visual analysis, the machine simultaneously identifies both internal defects (mold, empty shells) and external low-density impurities (leaves, plastic films, paper, cigarette butts).
- Compact installation and space-saving: Since both sensors are located on the same conveyor, the hybrid machine takes up very little space. It is easily integrated into existing production lines where space for additional machinery is often limited.
- Reduced costs (investment optimization): A single integrated apparatus costs significantly less than purchasing and maintaining two separate systems (an optical sorter and an independent X-ray). The company saves on both the machine body and two separate conveyor systems.
- Efficient reject blowing with minimal losses: The hybrid machine features a single, intelligent air ejector system. The AI algorithm precisely calculates the coordinates of the defective object, ensuring that the adjacent good product is not wastefully blown out.

If your company requires bulk product sorting, efficiency enhancement, and reliable foreign object detection, combined All-in-One systems are a logical investment that couples maximum precision with lower operational costs.

Contact the NordSystems Team
Learn more about sorting and quality control systems for your production plant.
Nord Systems SIA
Registration No.: 40203048603
VAT No.: LV40203048603
Bank: AS Swedbank
SWIFT: HABALV22
IBAN: LV02HABA0551043119973
Contacts
Kleistu iela 24,
Riga, LV-1067, Latvia
Tel.: +371 67717575
Mob.: +371 28362084
Email: info@nordsystems.eu